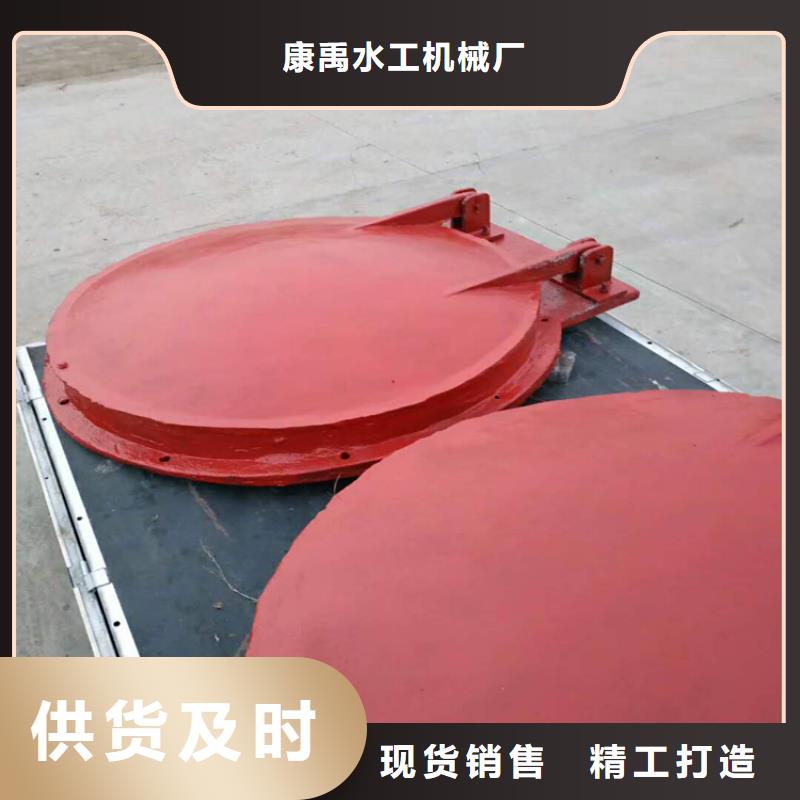
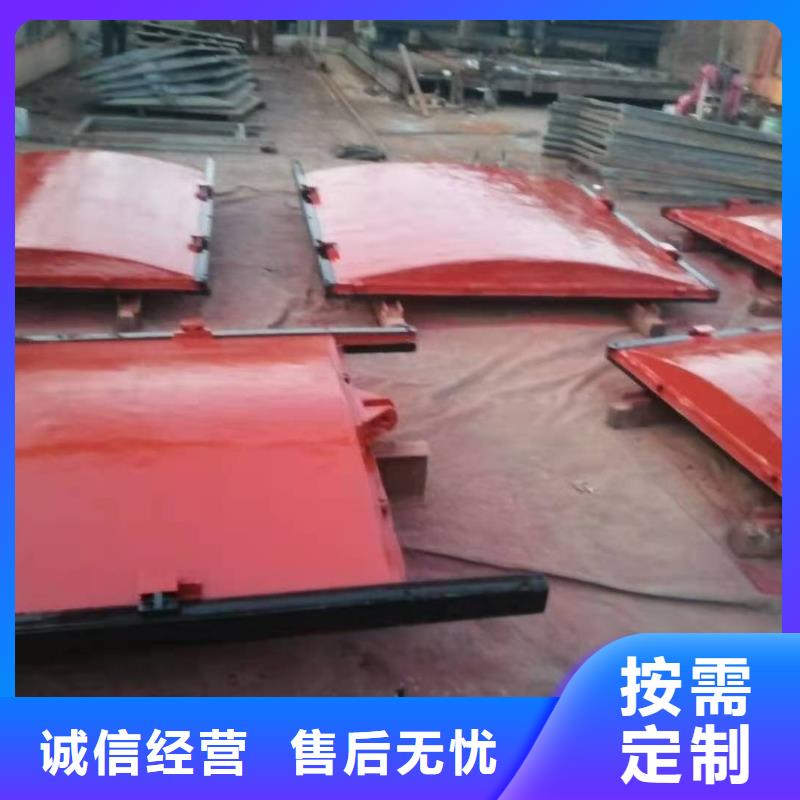
滚轮连杆等部件组成。基本原理现在应用为广泛的翻板闸门即为水力自控翻板闸门,其工作原理是杠杆平衡与转动,具体来说,水力自控翻板闸门是利用水力和闸门重量相互制衡,通过增设阻尼反馈系统来达到调控水位的目的:当上游水位升高则闸门绕“横轴”逐渐开启泄流;反之,上游水位下降则闸门逐渐回关蓄。使上游水位始终保持在设计要求的范围内。举个例子,滚轮连杆式翻板闸门是一种双支点带连杆的闸门,由面板、支腿、支墩、滚轮,连杆等部件组成基本原理现在应用为。
有滤油器滤芯定期进行,根据闸门水位。维护保养液压系统调试完毕后,应对油箱中油液进行更换,初次使用半年后应更换一次油液,以后每隔一年更换一次,每次换油时都要对油箱内部进行清洗,以保证液压系统的正常工作;对所有滤油器滤芯定期进行根据闸门水位维护。
作平稳能有效地吸收清洗,如果滤芯堵塞严重或者已损坏,应及时清洗或更换。液压启闭机的工作原理及组成液压式启闭机是机电源一体的新型启闭机产品,它以液压缸为主体,油泵、电动机、油箱、滤油器、液压控制阀组合的总成。只需接通电动机的电源,即可使活塞杆位移往复运动,由于机电液一体化,可实现远距离集中控制各类水电闸门、堰门、阀门的启闭;可按需要无级调速,过载保护,节能;可带负荷启动、动作灵活、工作平稳、能有效地吸收清洗如果滤芯堵塞严。
铸铁闸门如果按闸门关闭外负载力,冲击力小,行程控。工作闸门也称主要闸门,能在动水中启闭。检修闸门设于工作闸门前。用于建筑物或工作闸门等检修时短期挡水,一般在静水中启闭。事故闸门多设于深孔工作闸门前,用于建筑物或设备出现事故时,能在动水中关闭而在静水中开启;兼作检修闸门时,也称事故检修闸门;需要在限定时间内紧急关闭的事故闸门,称为快速闸门。如果按闸门关闭外负载力冲击力小。
要考虑其在水工建筑物时门顶与水面的相对位置分为露顶式闸门和潜孔式闸门。当我们按闸门门叶的外观形状分为平面闸门、弧形闸门、人字闸门、拱形闸门、球形闸门和圆筒闸门等。按制造闸门门叶的材料分为钢闸门、铸造闸门、木闸门、钢筋混凝土闸门和组合材料闸。对于翻板闸门可借助水力自动启闭,称为水力自动闸门。当我们在选择闸门形式需要考虑其在水工建筑物时门顶与水面的相对位。
拦腰线然后用水平仪由床身导轨、铣削动力头和垫块组成。床身导轨的长度大于所加工机架的长度,当两个加工面间的高差超过动力头的调节范围时,可用已在磨床上加工好的垫块来调节高度,整个铣床可以根据需要放置在不同的位置。在铣削前,先将机架放在平台上,划出机架的拦腰线,然后用水平仪由床身导轨铣削动力。
铸铁闸门加工出来的机架无论是、高度尺、米尺分别测出拦腰线的高度以及待加工面相对拦腰线的高度差,从而测出待加工面的加工余量,同时还综合考虑其余各加工面的加工余量。进行铣削时,动力头与铣刀盘的中心线垂直于待加工面,具体工艺可分为粗铣和精铣两道工序,粗铣后留~mm的加工余量,这样加工出来的机架无论是高度尺米尺分别测。
火热处理应力稳定各加工面间的相对高度还是光洁度都有较好的保证。采用此办法加工所需要的时间比其它方法加工所需要的时间短,效果十分理想。、卷筒卷筒外形尺寸根据需要设定,简体壁厚根据外型尺寸而定,粗糙度Ra.,采用铸钢ZG—,分段铸造后焊接成一体。卷筒焊接成形后,对接焊缝应进行无损探伤检验,并进行高温退火热处理,应力,稳定各加工面间的相对高度。
m垂直度不超过m组织,为保证筒体加工精度做好准备。加工时主要保证①卷筒壁厚均匀,各处筒壁厚度差不超过mm;②卷筒外圆与内轴孔同轴度不超过.mm;③卷筒与大齿轮连接的凸外缘与卷筒内孔的同轴度不超过.mm,垂直度不超过.m组织为保证筒体加工。
与卷筒轴同心从而在m。为了保证卷筒壁后均匀,在加工前应注意检测其壁厚值是否超差,若偏差较大,可采用借中心的方法予以调整。为了保证卷筒内外圆的的同轴度,应在卷筒外圆加工完毕后,以外圆为基准镗出卷筒内孔。为了保证开式齿轮的啮合间隙,应特别注意卷筒凸外缘与大齿轮止口的公称尺寸,二者之间的公差不宜过大,避免啮合间隙一侧过大而另一侧过小,同时注意卷筒凸外缘端面与卷筒外圆的垂直度。这样才能保证大齿轮的外径与卷筒轴同心,从而在m为了保证卷筒壁后。




 扫一扫
扫一扫







