想知道精密钢管20CrMo精密管卓越品质保障产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:铁岭调兵山精密钢管20CrMo精密管卓越品质保障的图文介绍
融拓金属材料(调兵山市分公司)主营: [钢管]设计、销售、施工团队一体化服务。公司的诚信、实力获得 [钢管]业界用户的认可。期待各界朋友莅临参观、指导和业务洽谈我们将以新的机制、新的起点, [钢管]的研究和开发,努力提高公司的素质,增强市场竞争能力。公司一贯在平等互利的基础上同客户建立长期友好的贸易关系, 诚挚期待您的来电、增进友谊,洽谈业务。

精轧管 硬度检测主要有两类试验方法。一类是静态试验方法,这类方法试验力的施加是缓慢而无冲击的。硬度的测定主要决定于压痕的深度、压痕投影面积或压痕凹印面积的大小。静态试验方法包括布氏、洛氏、维氏、努氏、韦氏、巴氏等。其中布、洛、维三种试验方法是应用广的,它们是金属 硬度检测的主要试验方法。这里的洛氏硬度试验又是应用多的,它被广泛用于产品的检验,据统计,目前应用中的硬度计70%是洛氏硬度计。另一类试验方法是动态试验法,这类方法试验力的施加是动态的和冲击性的。这里包括肖氏和里氏硬度试验法。动态试验法主要用于大型的,不可移动工件的硬度检测。
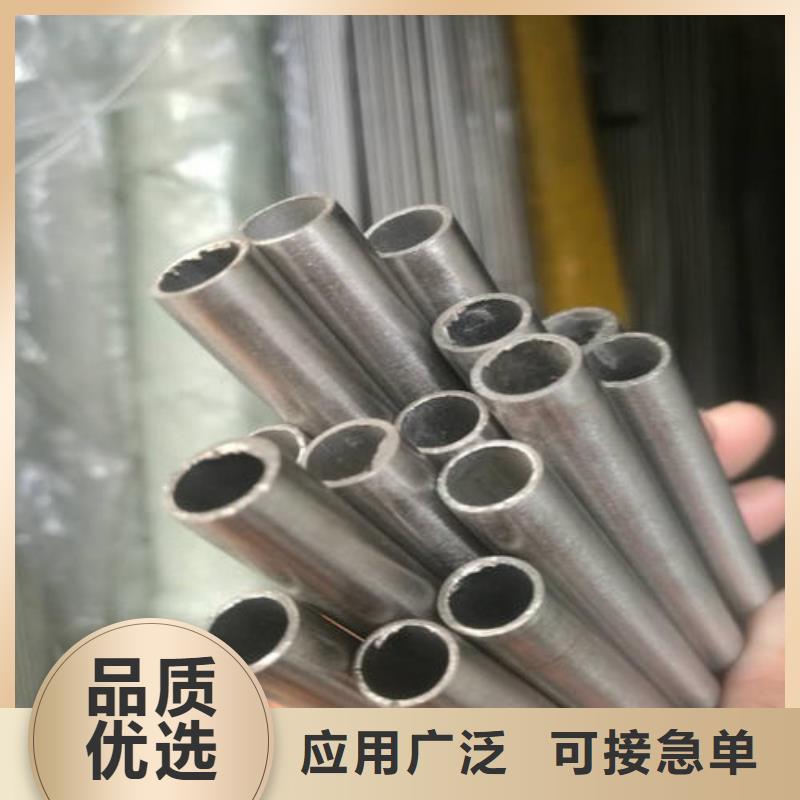
无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件,一般表面多为黑色,黑色为钢管进行普通退火时产生的氧化皮。精轧管是近几年出现的无缝钢管的衍生产品,主要是内孔、外壁尺寸有严格的公差及粗糙度要求。冷拔(轧)精轧管的特点:外径更小, 少外径可以做到4mm 左右。精度高可做小批量生产,小公差可以达到 0.03mm 左右。冷拔(轧)成品精度高,表面质 量好,有很好的表面光洁度,有的可以达到镜面要求。钢管横面积更复杂,可以做出各种特殊形状,如六角形,梯形,U型......钢管性能更优越,金属比较至密, 钢管强度升高,能承受更大的压强及机械力。高精度冷拔精轧管是一种新型高技术节能产品。近年来,采用本项技术生产的精轧管已广泛地应用于国内液压、气动缸,煤炭井下支架(支柱),石油泵管,千斤顶等制造领域。高精度冷拔精轧管的推广应用对节约钢材,提高加工工效,节约能源,减少液压缸、气缸加工设备投资有重要意义。


热轧 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 精轧管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。精轧管的规格用外径*壁厚毫米数表示。精轧管分热轧和冷轧(拨)精轧管两类。热轧精轧管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)精轧管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧精轧管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
精轧管去产能的方式和方法是多样性的,对于精轧管而言要不断地进行改善厂家的经营理念和各种的市场行情,还要不断地进行治理产能过剩,这样的话精轧管行业才能够获得更好地发展,不然的话精轧管行业是不能更好地进行发展的。在治理产能过剩的时候精轧管是去产能的主题,要不断地进行淘汰去产能的力度和各种的市场行情对于精轧管去产能的发展是更加的方便的,因此对于厂家而言要不断地进行技术的创新,政策也是要进行进一步的发展和扶持的。



一般的精轧管的生产工艺可以分为冷拔与热轧两种,冷轧精轧管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧精轧管要短于热轧精轧管,冷轧精轧管的壁厚一般比热轧精轧管要小,但是表面看起来比厚壁精轧管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。 热轧精轧管的交货状态一般是热轧状态经过热处理后进行交货。热轧精轧管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
热轧 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 精轧管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。精轧管的规格用外径*壁厚毫米数表示。精轧管分热轧和冷轧(拨)精轧管两类。









 扫一扫
扫一扫